














钢丝绳芯输送带接头胶料薄芯胶片的使用
有的橡胶厂说明书上有钢丝绳上包芯胶薄胶片的工艺过程。如,中南橡胶厂。使用方法:将刷好胶浆的钢丝绳包复一层芯胶胶片,此胶片为特制,其厚度为1.0-1.5mm。对钢丝绳间距较小的钢丝绳,为防止搭接时造成困难,可以只包一个上的钢丝绳。包好胶片后,即可将两个头的钢丝绳按规定的形式尺寸排列好,然后在其上下两面各贴一层芯胶片。其目的在于钢丝绳的平均有效间距,同时固定钢丝绳排列均匀一致,提高硫化接头强度,建议大家采用。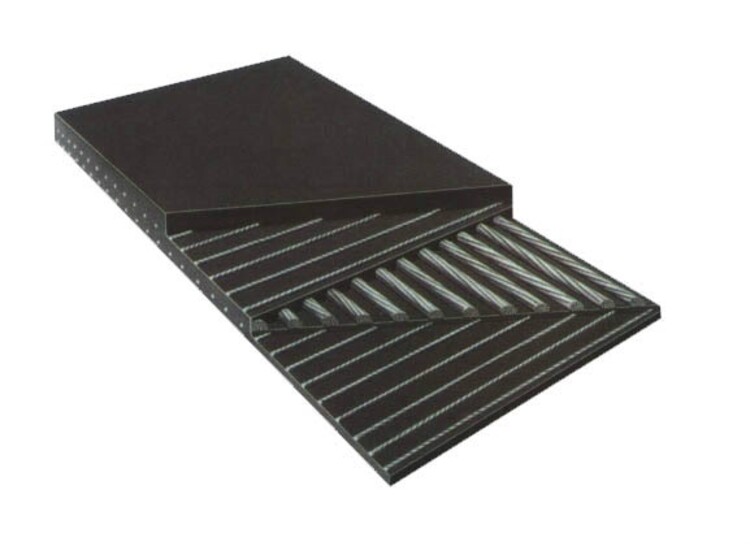
钢丝绳芯输送带接头胶料注意:
(一)钢丝绳芯输送带接头胶料硫化接头用汽油采用120#溶剂汽油或120#航空汽油,严禁用低标号或劣质汽油替代。
(二)若剥离钢丝绳发现附胶和钢丝绳已分离(即俗称的“离骨”),钢丝绳芯输送带接头胶料将钢丝绳上的附胶除净,用120#汽油清洗干净。涂刷胶浆次数要比钢丝绳上有附胶时多三次以上。
钢丝绳芯输送带接头胶料清理现场及试运行
撤除硫化机后,接头工作即告结束。当钢丝绳芯输送带接头胶料温度下降到环境温度时,方可拆除固定皮带的卡子,张紧皮带,现场清理干净后方可试运行。试运行时人员远离皮带,观察人员要站在安全位置。试车时间不低于30分钟,试车时密切注视皮带运转情况,皮带跑偏等情况后及时处理。一切正常后即可部分恢复生产,满载运行好在接头硫化24小时之后开始。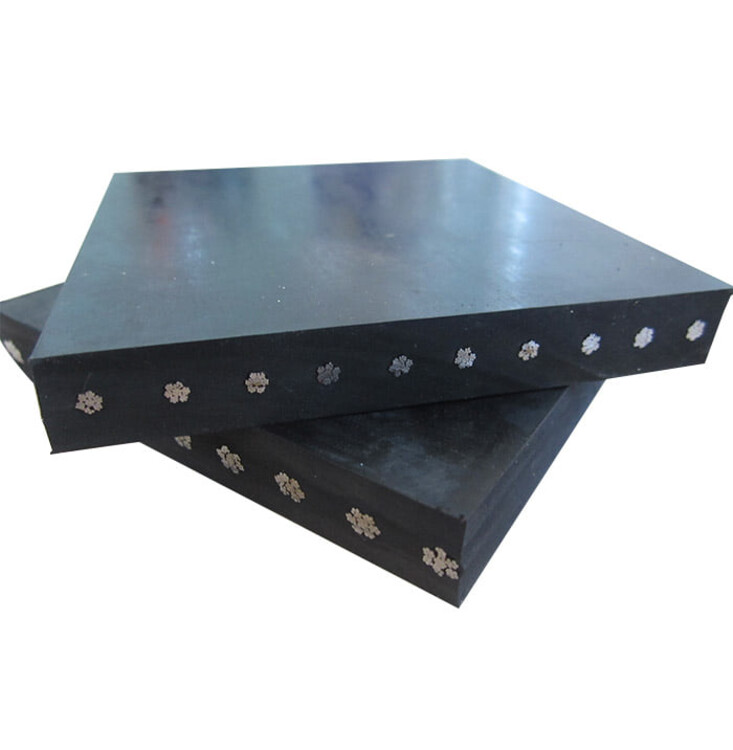
钢丝绳芯输送带接头胶料胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无油脂类物质污染),外观无异常变化,可直接使用。若存放期超过三个月,使用前必需进行鉴定(胶料的鉴别见附2),确认未失效后方可使用。
钢丝绳芯输送带接头胶料硫化场地的选择
钢丝绳芯输送带接头胶料硫化接头地点要选择在峒室(巷道)宽敞平坦、运输便利、风速小、空气中湿度小、温度低、煤尘少的地方。钢丝绳芯输送带接头胶料硫化接头班应对硫化点前后20米的巷道进行冲尘处理,并尽可能的在硫化点上方搭建一掩棚。严禁在顶板破碎、淋水、煤尘大、风速大、湿度大的地方硫化接头。
钢丝绳芯输送带接头胶料固定皮带、搭建工作台
若对使用中的皮带重新做头,应将待硫化接头的皮带移至硫化点,先用皮带卡子将一侧皮带固定好,然后提皮带,使接头处存在有足够接头用的富裕皮带。后再将另一侧皮带固定好。固定皮带的卡子要足够多,确保皮带不会滑动。
威普斯钢丝绳传送带接头胶料,玉溪销售钢丝绳芯输送带接头胶料
更新时间:2024-03-30 05:37:56
价格
¥20
起批量
≥ 1件
供应商
山东祥德矿山设备有限公司
所在地
山东临沂沂水县经济开发区冯家官庄村西南350米